English
English Español
Español عربى
عربى русский
русский 中文简体
中文简体








40×100~200×200(φ88.9~φ273)×10 直缝圆变方机组
1. 设备技术参数
生产成品
圆管直径
Φ88.9~φ273mm
方矩管
70×70~200×200,40×100~150×250
圆管壁厚
2~10mm
产品材质
Plain Carbon Ste...












生产线的主要技术性能及详细描述
| 机 型 | 制管范围 | 壁厚范围 | 制管速度 | 高频功率 |
| HG60 | Φ19~Φ76 mm | δ1.0~3.0 mm | 20~90 | 250KW |
| □15×15~60×60 | □δ≤2.5mm |
1. 车间要求
| 项目名称 | 技术参数 | 说明 |
| 进料方向 | 左进或右进(由用户车间工艺布置确定) | 人面对设备,原材料的进入方向 |
| 设备总功率 |
约:490KW(主机160KW+高频250KW+辅机80KW) |
|
| 电源电压标准 | 380V/50HZ; 三相四线制 | 客户自备变压器,高、低压配电柜,电缆 |
| 设备占地面积 |
长40-45M×宽4.5M |
根据设备布局 |
| 高频焊机占地 |
长6M×宽3M×高2.8M |
|
| 水源(循环使用) |
机组水池(30立方米)一个,2寸半自吸泵1台(4KW,扬程大于30米),水管、闸阀规格数量现场安装时订购,或者提供需方厂房图纸,供方可以根据图纸做出水路布置图。 |
客户自备水池,水泵,上下水管路,冷却塔 |
| 气源 |
普通带钢管,需要空气压缩机一台(1.6m³);如果做镀锌管需要3.5m³空气压缩机一台 |
客户自备空压机,储气罐,管路 |
| 吊装设备 |
行车5~10吨 两台 |
客户自备 |
| 通常耗损部件 | (1)刨疤刀头 | |
| (2)锯片 | ||
| (3)磁棒 | ||
| (4)感应线圈(铜管、绝缘管) |
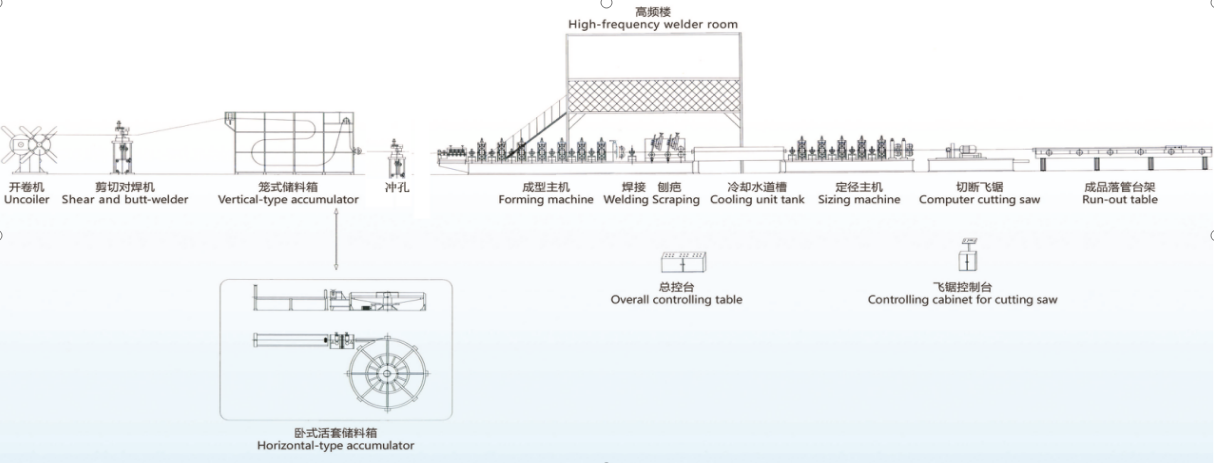
工艺流程
原料(带钢卷)→开卷→剪切、对焊→储料→被动矫平→成型轧制→高频焊接→去除外毛刺→(补锌)→喷淋冷却→定径、整型→粗矫直→去水→定尺切断→收管、捆扎
机组各单元设备配置简介
1、 双边液压开卷机(带自旋换料)
|
||
| 功能 |
夹持承载钢卷、打开钢卷,实现张力开卷功能。 |
|
| 承重量 | Max. 3.5 侧 | |
| 锥头数量 |
双锥头,液压马达遥控自动旋转换料 |
|
| 锥头结构 |
锥头采用滑块组合,坚固稳定 |
|
| 锥头涨缩 |
液压涨紧上料 |
|
| 锥头材料 |
主轴:42CrMo,锻件,整体调质; |
|
|
弧形板:45#整体调质 |
||
|
楔形滑块:45#钢调质处理 |
||
| 刹车制动 | 气动刹车 | |
| 挡料装置 | 手动模式 | |
| 2、剪切对焊机 |
|
| 功能 |
将前一卷带钢的尾部与后一卷带钢的头部切齐并连接起来,供应储料装置,形成连续式生产。 |
| 剪切形式 |
液压剪切,刀片材质:Cr12MoV |
| 压紧形式 |
气动压紧 |
| 焊接形式 | TIG自动焊接 |
 |
| 3.1、笼式储料仓(带链条电动调节可通过的带钢宽度范围) | |
| 功能 | 本部套的作用是在钢带上料并进行首尾焊接的过程中,储存一定量的钢带供应主机轧制,以保证连续生产不停机。 |
| 外形尺寸 | 长度 6.0 m |
| 打料电机 | 7.5KW 交流电机配变频调速 |
| 打料速度 | MAX 200m/min |
| 储 料 量 | 150~300m |
 |
| 3.2、 螺旋活套(3.1和3.2由客户选择) | |
 |
|
| 功能 | 本部套的作用是在钢带上料并进行首尾焊接的过程中,储存一定量的钢带供应主机轧制,以保证连续生产不停机。 |
| 外形尺寸 | 直径 4.5m |
| 打料电机 | 11 KW 交流电机配变频调速 |
| 转盘电机 | 15 KW 交流电机配变频调速 |
| 打料速度 | MAX200m/min |
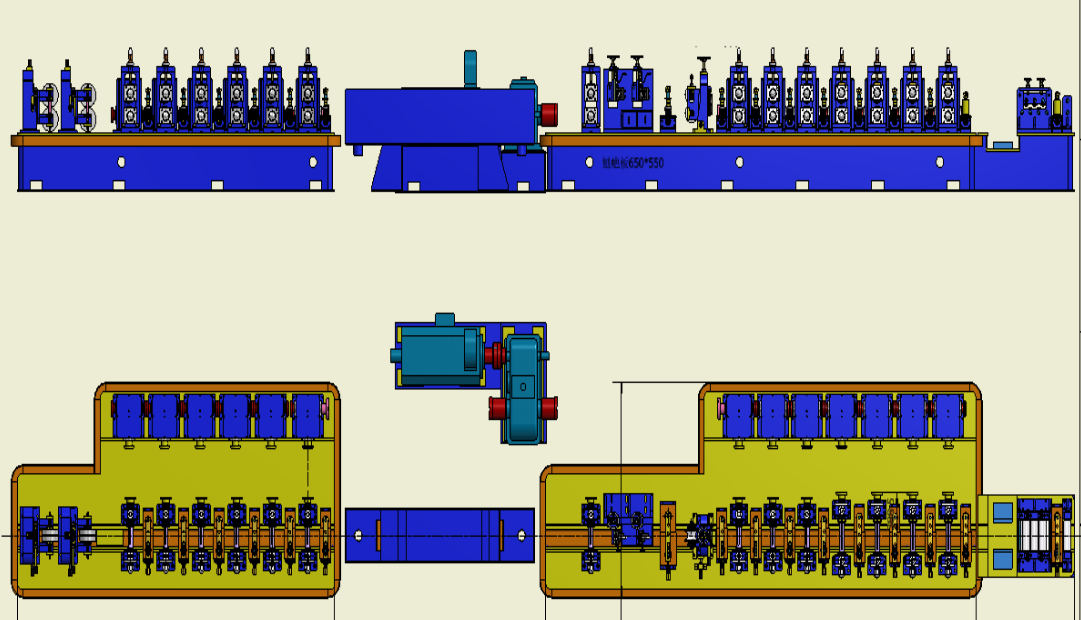
| 2. 成型定径主机(前七后五+4道土耳其头推方,分体床身) | |
| 机组排列: |
成型段:2辊压平(防止带钢跳动)→立(导位)→7辊矫平→立(导位)→1平→1立→2平→2立→3平→3立→4平→4立→5平→5立→6平→6立→7平→7立→8平→8立 |
|
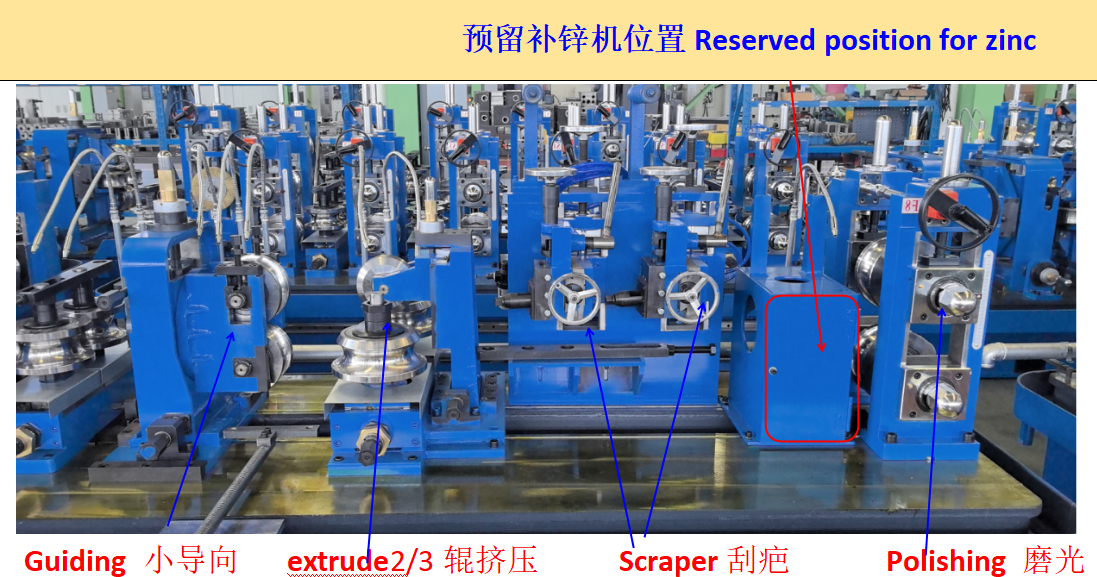
焊接段:小导向→挤压(3辊)→刨疤→刨疤→磨光→冷却水槽 |
|
|
定径段:1立→1平→2立→2平→3立→3平→4立→4平→5立→5平→6立→6平→测速→矫直1→矫直2→立 |
|
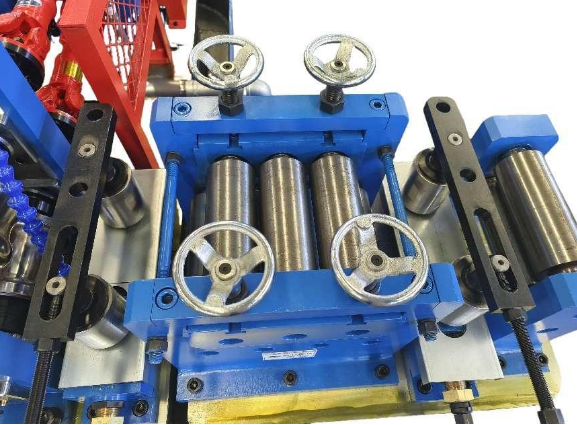
| 1)喂入矫平装置 | |
| 功能 |
对钢带进行导正和矫平,保证钢带对中度及平直的进入成型区 |
| 结构形式 |
1 架防跳辊,2 组导位立辊,7 辊矫平装置。立辊,矫平辊材质: GCr15,表面高频淬火处理。 |
 |
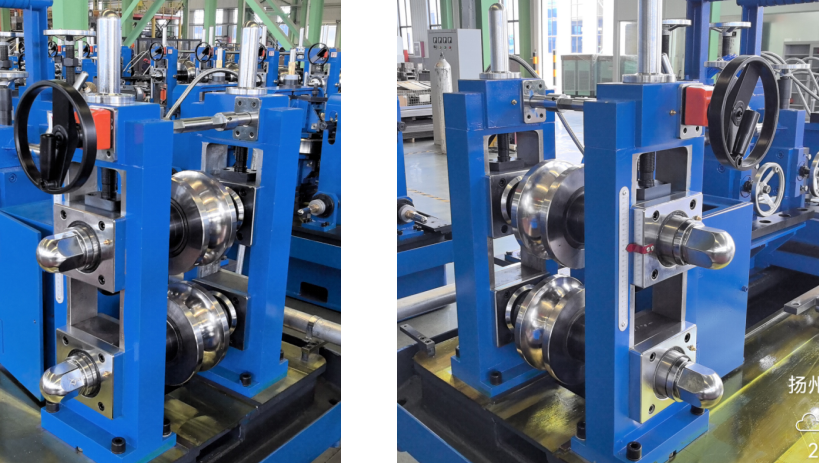
2)成型机组 (整体机型) (split-type)
|
|||
| 功能 |
将钢带冷弯轧制成椭圆形,并送入焊接装置。 |
||
| 成型方式 | W 成型,双半径孔型 | ||
| 水平机架 | 7架 | ||
| 立辊机架 | 7架 | ||
|
水平机架 |
|||
 |
|
组数 |
7组 |
|
| 结构形式 |
双柱龙门式机架,操作端机架可侧出换辊 |
|
|
机架材料 |
精密铸钢件 |
|
| 辊轴轴 | Φ70mm | |
| 辊轴材 |
42CrMo,调质 HB260~290,表面高频淬火 HRC50~55 |
|
|
可选项:平辊装置采用蜗轮蜗杆同步调节+标尺,它可以精确同步调整平辊上滑块的高度,使不同尺寸的调试更容易,更精密。(另外增加费用)
|
||
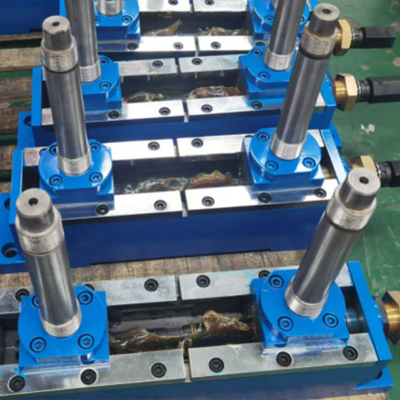
立辊机架
|
|||
|
组数 |
7组 |
||
| 结构形式 |
双支点结构,拉板加强紧固;轧辊通过轴承装配在辊轴上,换辊方便。 |
||
| 产品材质 of vertical 架 |
QT400球墨铸铁,滑块为卡槽式(精度高、不易损坏) |
||
| 辊轴轴径 |
Φ40mm |
||
| 辊轴材质 |
40Cr,调质 HB260~290,表面高频淬火 HRC50~55 |
||
| 轧辊调整方式 |
两辊轴中心度及位置度靠调整螺套调整,调整螺母为铜螺母;立辊高度通过调整螺母微调。 |
||
分动力齿轮箱
|
||
| 组数 | 7组 | |
| 箱体材质 | QT400 | |
| 传动类型 |
螺旋伞齿轮传动 |
|
| 螺旋伞齿轮材质 |
20CrMnTi 锻造,齿面淬火处理 |
|
| 齿轮轴材质 |
40Cr,调质 HB260~290,表面高频淬火 HRC50~55 |
|
3) 焊接装置
 |
||
| ①焊缝导向装置(小导向) | ||
| 功能 |
导正焊缝,调整焊接 V 型角,保证焊缝在焊接时可正确导入挤压辊焊接位置 |
|
| 结构形式 |
2辊式,可水平、垂直方向调整,并且可以旋转一定角度。水平、垂直方向调整采用丝杆调整,机架旋转调整采用蜗轮蜗杆。 |
|
| 辊轴材质 |
40Cr,调质 HB260~290,表面高频淬火 HRC50~55 |
|
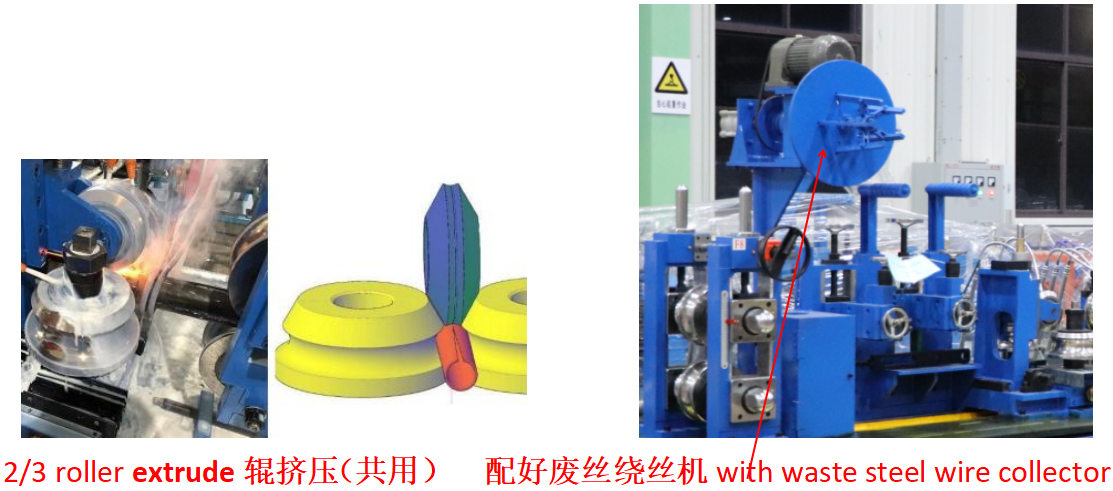
| ②挤压装置 (二辊三辊共用) | ||
| 功能 | 将成型后的带钢进行挤压焊接 | |
| 结构形式 |
2/3 辊式,双支点结构,拉板加强紧固; |
|
| 辊轴材质 |
40Cr,调质 HB260~290,表面高频淬火 HRC50~55 |
|
| ③外毛刺刮除装置 | ||
| 功能 |
去除外焊疤,从而得到平整、光滑的焊接表面 |
|
| 结构形式 |
2 组刮刀;刮刀可上下及横向调整,并具有快速升降功能,刀架下方配托板或者托辊; |
|
| ④磨光装置 | ||
| 功能 |
用于稳定钢管和压平外毛刺不平整部分 |
|
| 辊轴材质 |
40Cr,调质 HB260~290,表面高频淬火 HRC50~55 |
|
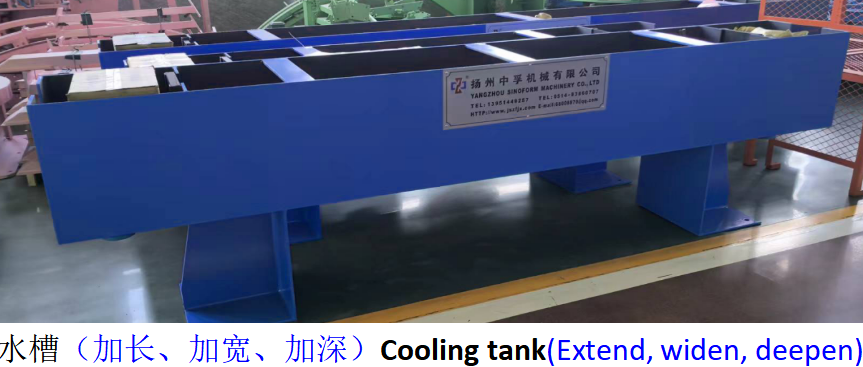
| 4) 水槽 | ||
| 功能 |
冷却钢管至常温,以便进入整形段进一步轧制和矫正 |
|
|
设备结构 |
箱式焊接结构,上水管做成喷淋状对钢管进行喷淋冷却。 | |
 |
5) 定径主机 (6平+6立+2组土耳其矫直)
|
||
| 功能 |
对圆管进行整形,或把圆管变形成对应的方矩形管,并进行矫直。 |
|
| ①Horizontal stand |
6 架,同成型水平机架 |
|
| ②立辊机架 |
6 架,同成型立辊机架 |
|
| 3)矫直装置 2组土耳其头矫直+2组立辊(见上图最后一个土耳其) | |
|
矫直辊座形式 |
土耳其头式,可作360°旋转 |
| 结构形式 |
2辊或者4 辊式机架,轧辊分布在同一个面上,可水平、垂直方向调整, 并且可以旋转一定角度。水平、垂直方向调整采用丝杆调整,机架旋转调整采用蜗轮蜗杆。 |
|
辊轴轴径 |
Φ35mm |
|
辊轴材质 |
40Cr,调质 HB260~290,表面高频淬火 HRC50~55 |
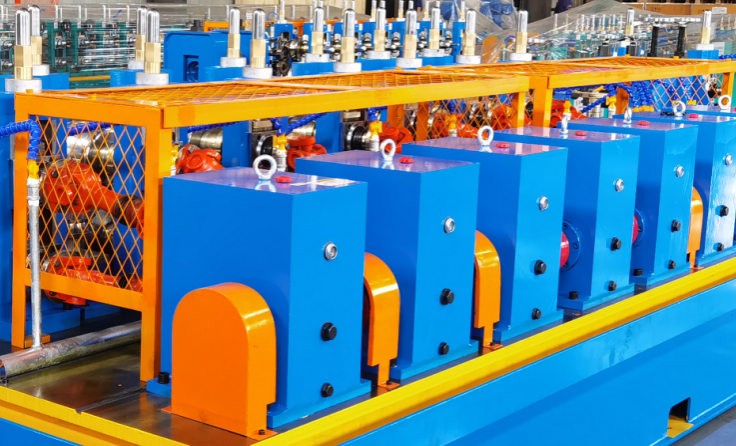
| 6) 主传动系统 | |
| 传动方式 |
电机➔减速机➔齿轮箱➔传动轴➔机架 |
| 主电机型号、功率 | 160KW 直流电机,1 套; |
| 减速机型号 |
ZLY224,1 套; |
| 齿轮箱 | 成型机组:7 套; 定径机组:6套 |
|
螺旋伞齿轮传动箱,承载能力大,传动效率高,使用寿命长。 |
|
|
螺旋伞齿材质:20CrMnTi,表面渗碳淬火处理。渗碳层深度1.1~1.5mm,齿面淬火硬度 HRC55~60。 |
|
 |
5、模具
|
||
| 轧辊 |
材质:Cr12mov,热处理硬度:HRC58-62。键槽线切割,数控加工保证孔型精度,工作面抛光 |
|
| 挤压辊 |
材质:H13,热处理硬度:HRC50-53。键槽线切割,型面数控 车床,工作面抛光 |
|
|
辊垫 |
材质:45#钢 |
|
6.1、热切锯 6.1 or 6.2
|
||
|
型 式 |
电脑控制,普通锯片切割 | |
| (1)最大切断直径 | Φ76mm | |
| (2)最大切断厚度 |
Δ3.0mm |
|
| (3)锯切长度及尺寸精度 | 长=3~8m,≤±3 mm | |
| (4)飞锯驱动型式 |
气动起、落锯(锯头加大、加固) |
|
| (5)锯片规格 |
Φ500mm×Φ65mm×2.5/3.0mm |
|
| (6)拖动电机 | 15 KW 交流电机 | |
| (7)锯切电机 | 15 KW 交流电机 | |
| (8)夹具方式 |
气动夹具 |
|
6.2、冷切锯 6.1 or 6.2
|
||
|
型 式 |
运动控制器控制 |
|
| (1)最大切断直径 | Φ76mm | |
| (2)最大切断厚度 |
Δ3.0mm |
|
| (3) 锯切长度及尺寸精度 | 长=4~8m,≤±2 mm | |
| (4)飞锯驱动型式 | 伺服电机/丝杆/滑轨 | |
| (5)锯片规格 |
Φ400mm-HSS 高速钢 |
|
| (6)拖动电机 | 11 KW 日本安川伺服电机 | |
| (7)锯切电机 | 11 KW 交流电机 | |
| (8)进给电机 | 1.8 KW 日本安川伺服电机 | |
| (9)速度 | 20-120 m/min | |
7、落料架
|
||
| 功能 |
功能是将定尺切断的钢管加速分离,传送至打包区域,(卸料架,简易打包客户现场制作) |
|
|
传动电机 |
2.2 KW 交流电机配变频调速 | |
|
下料辊数量 |
9 套 | |
|
落料架长度 |
9 M | |
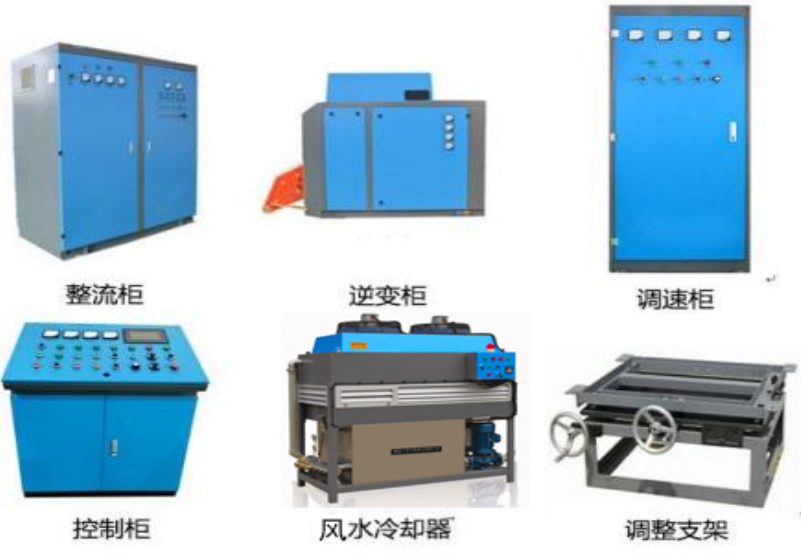
| 8、250KW固态高频焊机 | |
| 说明 |
整套设备由 P长C 系统实现设备综合连锁控制及故障诊断功能,通过液晶显示屏监视设备运行状态 |
| 设备组成 | 整流柜 |
| 逆变输出柜 | |
| 风-水冷却器 | |
| 控制柜 | |
| 高频变压器 | |
| 拖动柜 | |
 |
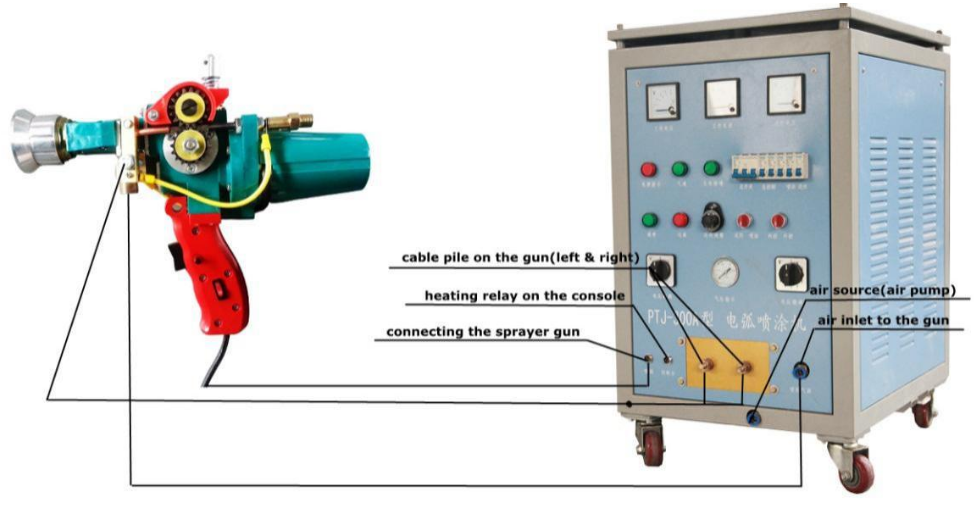
| 9、补锌机(客户选配) | |
| 概述 |
焊管补锌机是专为高频直缝焊管生产线研制的补锌设备,用于补锌, 效率高,能耗低。 电弧在导线两端燃烧作为热源,使导线熔化,同时压缩空气将熔化的导线雾化成气滴,然后将液滴高速喷射到预处理工件表面。形成完整的涂层。喷涂时,两根连续馈线以一定角度交叉(30°~60°),分别与电源的阳极和阴极相连。锌丝直径:1.5mm |
 |
×10 直缝圆变方机组")